Highly productive, flexible and efficient!
A process chain that is unlikeable
The interaction of different grinding processes enables unique solutions.
With the combination of centerless and peeling grinding, the smallest concentricity errors can be achieved in semi-finished cutting tool products, while special dressing solutions in universal grinding ensure twist-free surfaces on sealing surfaces. The perfect solution is often in the details.

Exact length
cut-off grinding
Cutting means cutting round rods to a defined length. With the help of diamond cut-off wheels, extremely hard material in the Ø range from 1 to 40 mm can be precisely shortened to a specified length. The possible length accuracy is 0.05 mm.

mirror smooth
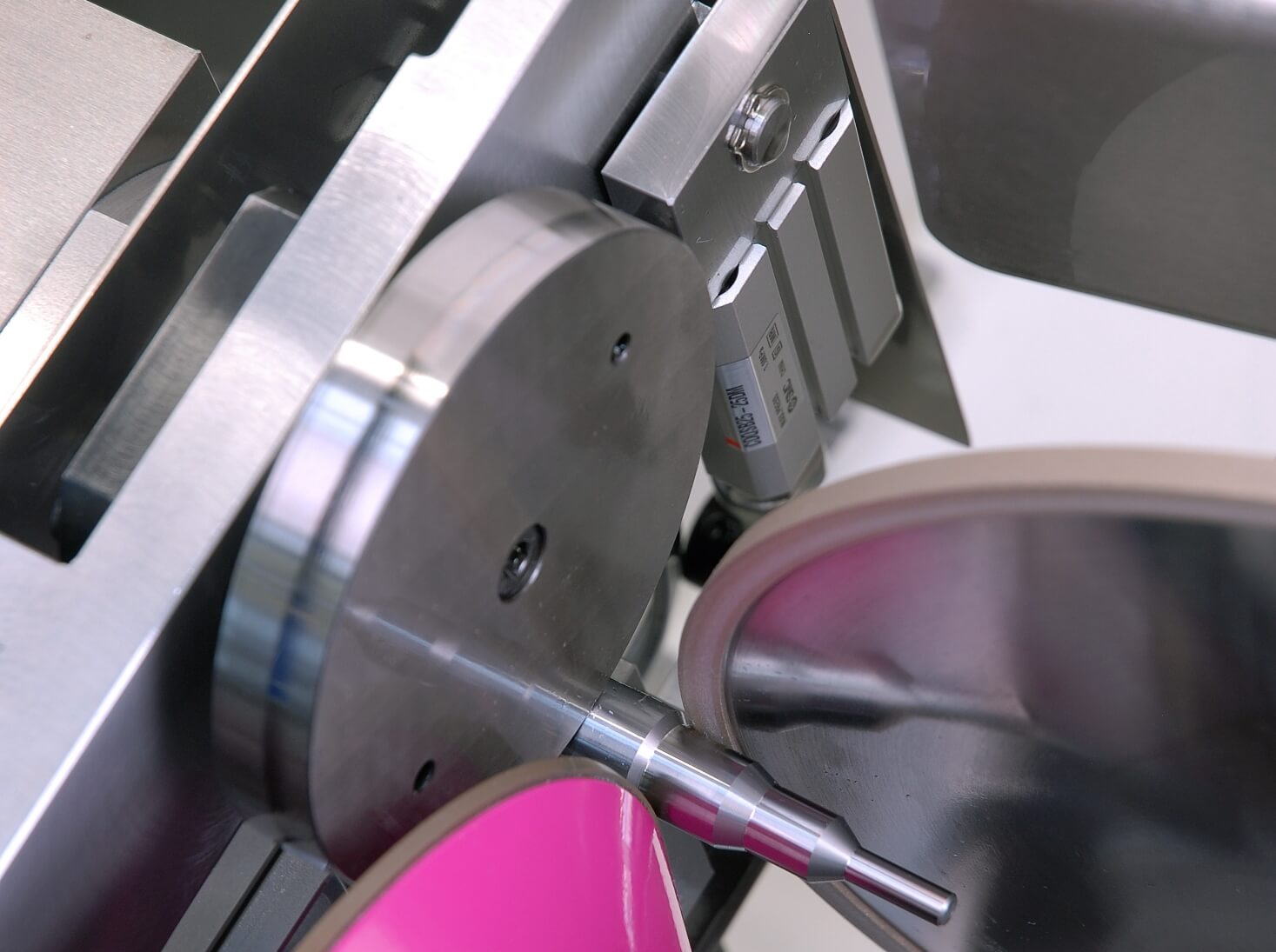
Polish grinding & Lapping grinding
Polish grinding or lapping grinding refers to the polishing of rotating workpieces using a diamond grinding wheel and counter-rotating control wheel in a continuous process. We rely on machines specially designed for this purpose with an individual dressing concept and precise coolant supply, so that the finest mirror surfaces can be achieved reproducibly and reliably.

plane, pointed or round
End machining
End machining means the individual front surface design of carbide semi-finished products or workpieces using diamond grinding wheels. We rely on specially designed machines as well as adapted tool grinding machines in order to be able to offer all geometries.

Individuality
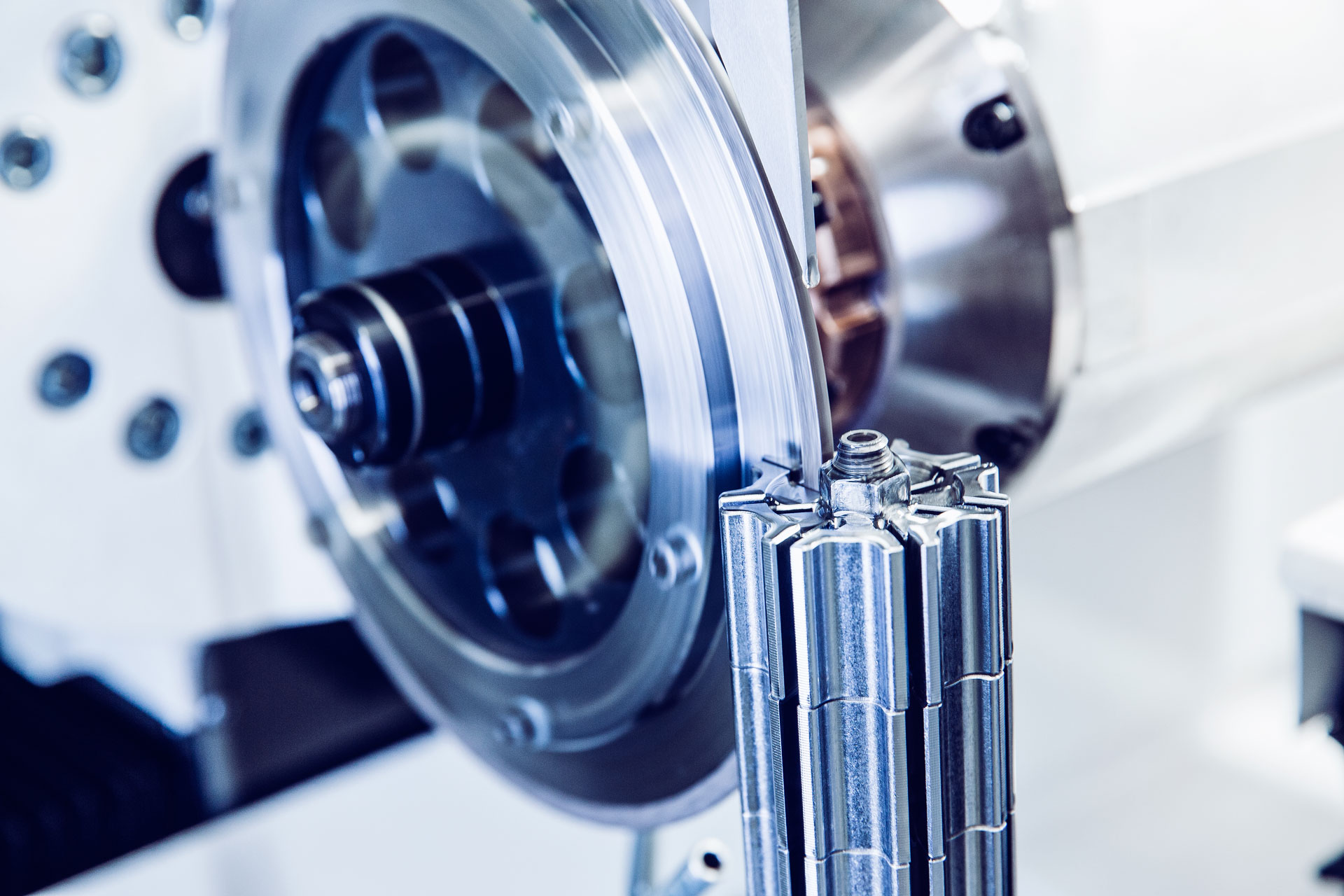
Peel grinding
Peel grinding is defined as grinding at cutting speeds of up to 140 m/s using vitrified and/or metal-bonded diamond or CBN grinding wheels. We rely on a patented grinding process that enables the simultaneous roughing and finishing of components and tools made of carbide or other hard materials. Thanks to a unique guide system, the best dimensional and concentricity properties can be achieved even with extreme length/diameter ratios.

flexibel
Universal grinding
Universal grinding is the external and internal cylindrical grinding of components with a fixed reference to the axis of rotation between centers or one-sided mount using corundum, silicon carbide or CBN grinding wheels and cutting speeds of up to 60 m/s. We rely on the latest machine tools with a swiveling headstock. As a result, components can be machined on their outer and inner contours in one setting.

productive
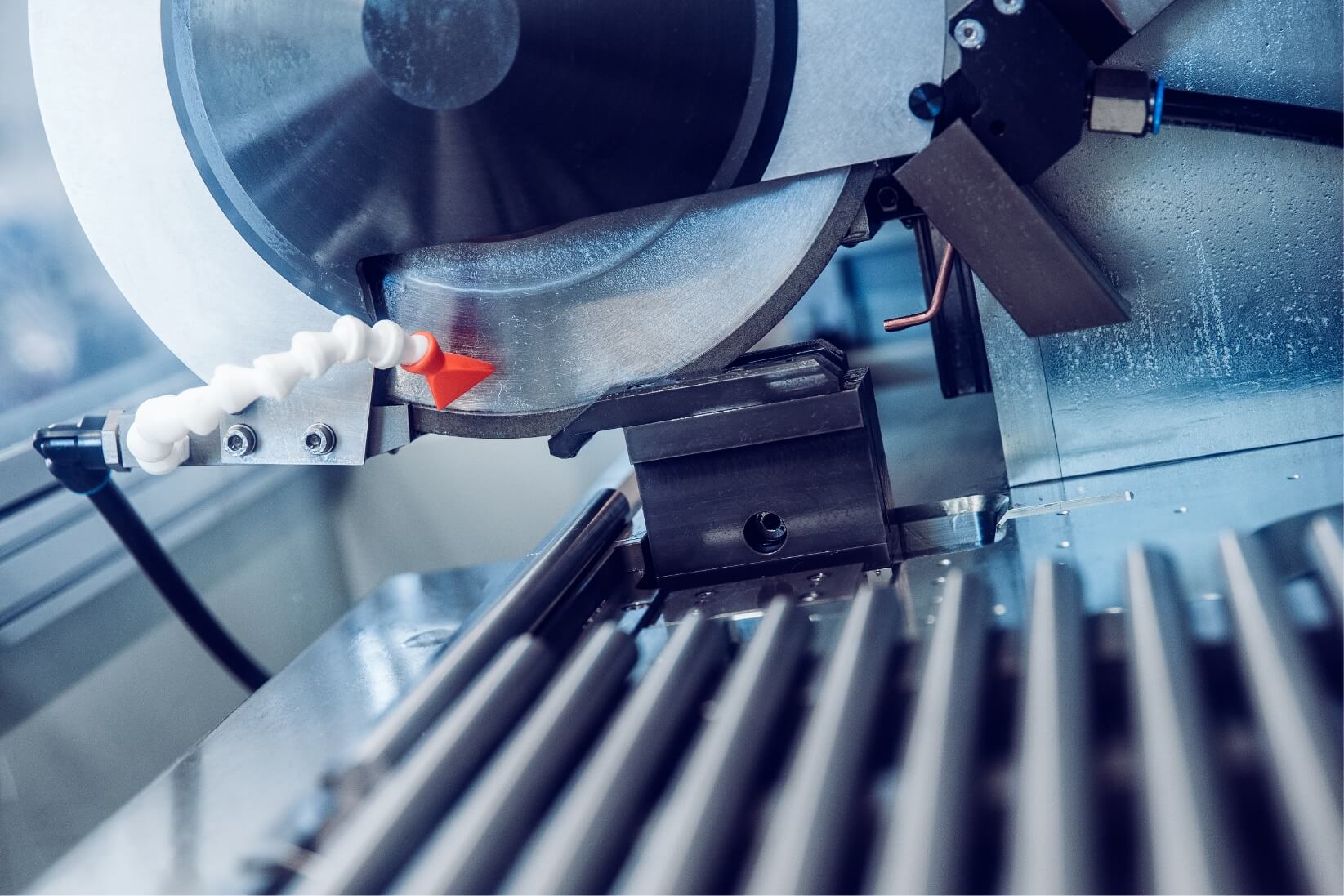
centerless grinding
Centerless grinding is the grinding of components without a specified reference to the axis of rotation on a support rail using counter-rotating grinding and regulating wheels. With through-feed grinding, the largest Ø of a workpiece can be machined. Specially profiled grinding tools are used for plunge grinding, with which several Ø or special contours can be processed in one operation.

adjustable
Profile grinding
Profile grinding is the profiling of workpieces with the help of diamond or CBN grinding wheels - either in solid material or prefabricated contours. We rely on both vertical and horizontal processing machines, which we adapt to the application with individual clamping concepts and automation solutions.

Straightness
Straightening
Straightening is the targeted deformation of components that are warped as a result of previous heat or surface treatments, heat influences during machining or due to material handling and that need to be straightened before further processing. This process step also enables components to be measured and classified. We rely on manual straightening machines for small quantities as well as fully automated solutions for series production.
Innovative technologies, optimized processes
Insights into the
production